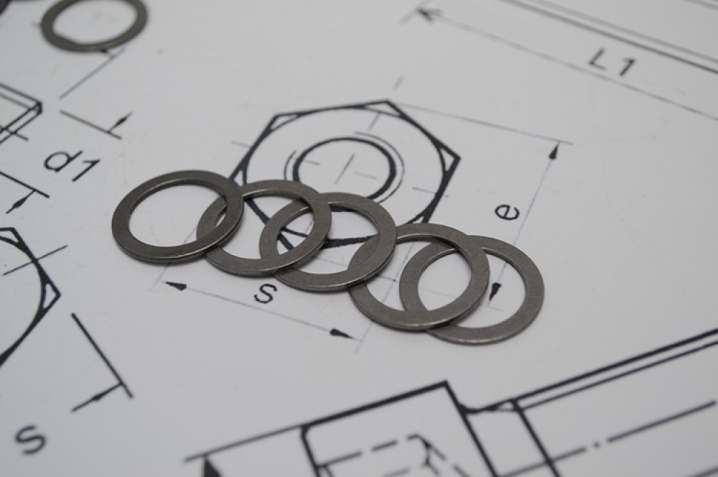
Descripción general y arandelas de cobre recocido

La revisión y el recocido de las arandelas de cobre es un tema muy importante en el campo técnico moderno. Una descripción general de los juegos de arandelas de sellado de 10x14x1 mm y otros tamaños es de gran importancia. Es muy útil saber cómo recocerlos, así como cuáles son los requisitos básicos para el GOST existente.
Descripción y finalidad
Se practica el uso de varios elementos de sellado para mejorar la confiabilidad y estabilidad de las conexiones roscadas. La elección del material para la lavadora está determinada por los impactos que experimentará la conexión. Una arandela de cobre es más adecuada donde hay temperaturas y presiones elevadas en modo constante o intermitentemente. Por lo tanto, se usa ampliamente en la industria de la ingeniería al ensamblar mecanismos diseñados para alta presión. En primer lugar, estamos hablando de equipos hidráulicos y de combustible.


El atractivo de las arandelas de cobre para el respaldo de una motosierra y para el tapón de drenaje de un automóvil también está asociado con:
- alta resistencia química de su material en un ambiente agresivo;
- excelente resistencia a la corrosión;
- preservación de las funciones de sellado bajo la acción de temperaturas elevadas, así como con fluctuaciones significativas en el régimen térmico;
- resistencia de vibracion;
- Resistencia y estabilidad de las propiedades básicas bajo una presión significativa.

Dichos sujetadores también se pueden usar en mecanismos de automóviles, todas las partes de los cuales se calientan constantemente, mientras aún se humedecen. Este alto nivel de responsabilidad significa que estas lavadoras cumplen requisitos muy exigentes. El cumplimiento del GOST especificado para un tipo específico de producto es de vital importancia. La información de cumplimiento se puede encontrar en el embalaje original del kit y en el certificado de calidad adjunto. El logro de las propiedades requeridas depende principalmente de las características de la materia prima.

El aspecto de las arandelas se describe claramente en GOST 18123-82. De acuerdo con esta norma, no debe haber desviaciones de la forma suave en la superficie. No se permiten rebabas ni grietas. Las arandelas con signos de corrosión o con goteos de metal tampoco cumplen con las normas. Una rugosidad de más de 3,2 micrones también permite no aceptar el producto.
El proceso de control implica, ante todo, un control visual. Si es necesario, se realiza un estudio preciso a través de una lupa. La rugosidad se evalúa mediante estándares de indicadores de acuerdo con GOST 9378-75 o utilizando dispositivos de medición especializados.
A veces, la arandela de cobre se recubre con una capa de polvo especial para proporcionar una resistencia adicional a la corrosión. Este recubrimiento está regulado por GOST 9.302-79.

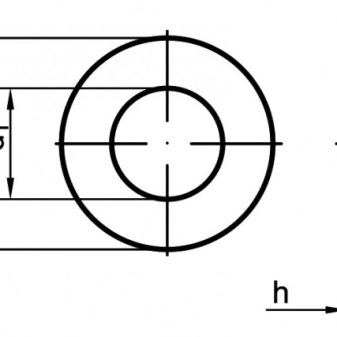
Características de producción
Estructuralmente, los juegos de arandelas de cobre pueden representar conjuntos de discos redondos, a veces rectangulares. Se distinguen claramente por sus categorías de precisión. Nivel de precisión estándar - B, nivel de precisión aumentado - A. La tecnología que se utiliza actualmente implica la producción de arandelas de cobre mediante corte o extrusión de metal. Los elementos iniciales pueden ser láminas o placas.

El producto de sellado debe recocerse y luego clarificarse. No puede tener rayones ni abolladuras. Tampoco debe haber mellas que impidan el funcionamiento de la lavadora. La función del recocido es aumentar la plasticidad del metal, por lo que se excluye la deformación de la pieza con una caída de temperatura.
Los grados de cobre M1, M2, M3 se utilizan con mayor frecuencia para la producción de arandelas. Entre ellos, el M3 es la mejor opción. Es cierto que el metal se puede reemplazar según los matices de la operación futura.
En algunos casos, se utilizan grados de cobre más exóticos, que contienen pequeñas cantidades de oxígeno y fósforo.

El recocido se realiza directamente en producción, pero si el producto se almacena durante mucho tiempo, deberá repetir el procedimiento.

Grados de material
La marca oficial de la arandela de cobre siempre indica la presencia de recubrimientos en polvo. Los productos de clase P29 están galvanizados y pasivados. La marca P34 significa que el producto solo está pasivado. En los casos en que el estándar prevé más de una clase de precisión, sus designaciones se colocan al principio de la marca. La composición del marcado incluye:
- tipo de ejecución;
- sección del hilo;
- espesor de la pieza;
- marca química;
- índice condicional;
- el espesor del revestimiento utilizado;
- estándar aplicado.
Existen tales estándares básicos:
- GOST 10450-78 (productos pequeños)

- GOST 6958-78 (arandelas ampliadas)

- GOST 11371 (estructuras planas)

- GOST 19752-84 (juntas planas de metal para sellar)

- DIN 7603 A (junta de anillos de cobre).


La arandela de cobre y aluminio tiene una marca especial: SHAM. Hay diferencias de diámetro. Otras marcas:
- DIN 125 (básico)

- DIN 433 (estrecho, para revestimiento)

- DIN 7349 (para pasadores de resorte)

- DIN 988 (soporte, para ajuste)
- ANCHO (tipo de cuerpo).

Cómo recocer correctamente
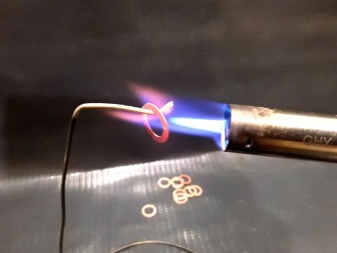
Vale la pena disparar arandelas de cobre debajo de las boquillas, aunque solo sea para aliviar las tensiones internas que inevitablemente aparecen durante el procesamiento del material en la producción. Pero es muy importante seguir este procedimiento con claridad. El proceso se lleva a cabo cuando se calienta a 700 grados. Luego, las piezas se enfrían suavemente de forma natural a temperatura normal hasta que se enfríen a +25 grados Celsius.
El tratamiento térmico se realiza con un soplete de soldadura. La llama se enciende en él utilizando oxígeno y acetileno suministrados desde diferentes cilindros. Otro matiz importante: se requieren guantes y gafas. Debe haber un extintor de incendios cerca del lugar de trabajo. Habiendo conectado las mangueras a los cilindros, es necesario abrir la válvula de acetileno en el quemador en un 50%. Después de encender el gas, espere hasta que aparezca una llama de color rojo anaranjado.

A continuación, se abre la válvula de oxígeno hasta que aparece una llama azul. En este momento, las arandelas están quemadas. El fuego se dirige al disco y se dirige a lo largo de la superficie, logrando un brillo rojo cereza. A partir de entonces, cierre inmediatamente ambas válvulas de gas. Luego, como ya se mencionó, tendrás que dejar enfriar los productos.

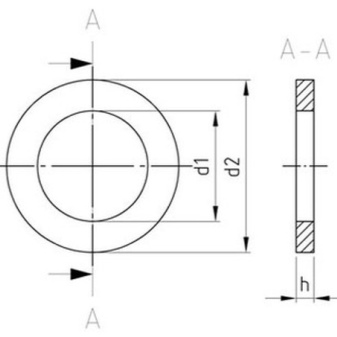
Dimensiones (editar)
Las dimensiones de las arandelas de cobre varían mucho según el estándar de fabricación aplicable y el área de uso. En la práctica doméstica, existen las siguientes dimensiones básicas:
- arandelas de sellado para KAMAZ 6x12x1 (1.5), 8x12x1.0;
- junta para tuberías de aceite de KAMAZ y MAZ 8x12x1,5, 9x15x0,7;
- para inyectores KAMAZ 9,7x17,5x1,5;
- para conductos de combustible 10x16x1,0 (1,5).
Un buen ejemplo de productos con un espesor de 1 mm es la modificación 10x14x1. Las dimensiones exactas serán 10,3x14,6x1,0. Una sola copia pesa 0,67 g. El lanzamiento de lavadoras de 10x14 se realiza al menos en lotes de 10 piezas.
Importante: solo los fabricantes rusos intentan mantener estas dimensiones exactamente.

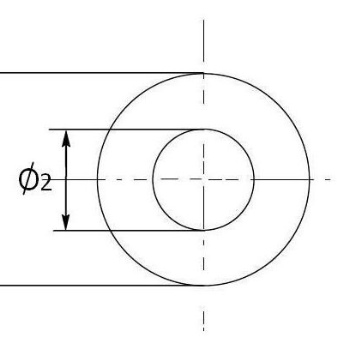
El producto también es popular con el tamaño de 5x10x1, así como 10x12x1, 38x52x3. Los productos de la categoría M10, incluido M10x14, difieren:
- con un diámetro de 10 mm (no sin razón extraída en la designación);
- con un peso de 3 gramos;
- con un diámetro interior de 20 mm.


Finalmente, las arandelas de cobre en los siguientes tamaños tienen demanda en el mercado:
- M8;
- M12;
- M14;
- M16.

En el siguiente video se presenta un proceso detallado para el recocido de las arandelas de cobre.













El comentario se envió con éxito.