Medidor de profundidad: ¿que es? Dispositivo y principio de funcionamiento.

En muchos sectores de la construcción y la manufactura, como la manufactura y procesamiento de piezas, fresado, torneado, plomería y joyería, se utilizan instrumentos de medición de alta precisión. Uno de ellos es un medidor de profundidad.


¿Lo que es?
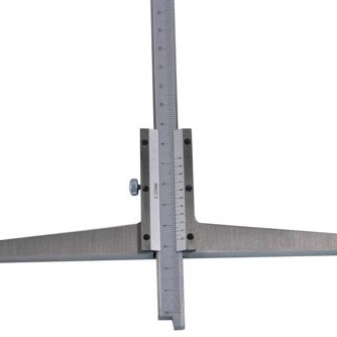
Este dispositivo es estructuralmente similar a la herramienta más conocida: una pinza. Tiene una especialización más limitada que la última, y está destinada solo para mediciones lineales de ranuras, ranuras y repisas en una dirección: en profundidad. Por esta razón, el medidor de profundidad no tiene esponjas.
La medición se realiza insertando el extremo de la varilla de medición en la ranura, cuya profundidad debe determinarse. Después de eso, debes mover el marco a lo largo de la escala principal de la barra. Luego, cuando el marco esté en la posición correcta, debe determinar las lecturas de una de las tres formas posibles (ver más abajo).


Hay 3 tipos de lecturas del dispositivo, de acuerdo con las tres modificaciones correspondientes:
- por nonio (profundímetros del tipo SHG);
- en una escala circular (SHGK);
- en una pantalla digital (SHGT).
Según GOST 162-90, los dispositivos de los tres tipos enumerados pueden tener un rango de medición de hasta 1000 mm. Los rangos comunes son 0-160 mm, 0-200 mm, 0-250 mm, 0-300 mm, 0-400 mm y 0-630 mm. Al comprar o pedir un tope de profundidad, puede conocer su alcance mediante la marca convencional correspondiente. Por ejemplo, un modelo que mida una profundidad de 0 a 160 mm con una lectura en una escala circular tendrá la designación SHGK-160.



Dependiendo del dispositivo, los parámetros importantes, también regulados por GOST, son los siguientes.
- Valores de lectura según nonio (para modificaciones del tipo ShG). Puede ser igual a 0,05 o 0,10 mm.
- La división de la escala circular (para ShGK). Los valores establecidos son 0,02 y 0,05 mm.
- El paso de discreción del dispositivo de lectura digital (para ShGT). El estándar generalmente aceptado es de 0,01 mm.
- Medición de la longitud del marco. No menos de 120 mm. Para modelos con un rango de medición de hasta 630 mm o más, el mínimo requerido es 175 mm.
En las condiciones técnicas establecidas por GOST, se determinan los estándares de precisión de este dispositivo. Para dispositivos con nonio, el margen de error está entre 0,05 mm y 0,15 mm, dependiendo del rango de medición. Los dispositivos con una escala circular tienen un error permisible de 0.02 - 0.05 mm, y los digitales, no más de 0.04 mm.
Al mismo tiempo, estos estándares no se aplican a los modelos micrométricos, con los que es posible realizar mediciones con una precisión de milésimas de milímetro.

Dispositivo
Como se mencionó anteriormente, el medidor de profundidad tiene una varilla de medición, en la que están marcadas las divisiones de la escala principal. Su extremo descansa contra la superficie interior de la depresión medida. Los modelos SHG tienen un marco, en cuya ranura hay un nonio, una unidad fundamentalmente importante, que también está disponible en el diseño de calibradores, micrómetros y otros instrumentos de medición de precisión. Echemos un vistazo más de cerca a la descripción de este nodo.
Si el propósito de la escala de barra principal es fácil de entender: funciona como una regla regular, entonces el nonio hace que el proceso de medición sea más complicado, pero le permite determinar las dimensiones lineales con mucha más precisión, hasta centésimas de milímetro.


El nonio es otra escala auxiliar: se aplica al borde de la ranura del marco, que se puede mover a lo largo de la barra, combinando los riesgos en él con los riesgos en el nonio.La idea de combinar estos riesgos se basa en la comprensión del hecho de que una persona puede notar fácilmente la coincidencia de dos divisiones, pero es bastante difícil para él determinar visualmente la fracción de la distancia entre dos divisiones adyacentes. Al medir cualquier cosa con una regla ordinaria con una graduación de 1 mm, no puede determinar la longitud, solo se redondea al entero más cercano (en milímetros).
En el caso del nonio, la parte entera del valor deseado está determinada por la división cero del nonio. Si esta división cero muestra algún valor entre 10 y 11 mm, la parte entera se considera 10. La parte fraccionaria se calcula multiplicando el valor de la división a vernier por el número de esa marca correspondiente a una de las divisiones de la barra.


La historia de la invención del nonio se remonta a la antigüedad. Esta idea se formuló por primera vez en el siglo XI. El dispositivo de tipo moderno fue creado en 1631. Más tarde, apareció un nonio circular, que está estructurado de la misma manera que uno lineal: su escala auxiliar tiene forma de arco y la principal tiene forma de círculo. Un dispositivo de lectura de puntero en combinación con este mecanismo hace que sea más fácil y conveniente determinar las lecturas, razón por la cual se utilizan calibres de profundidad de nonio con escala circular (SHGK).
Así es como funciona la versión mecánica del tope de profundidad. Recientemente, se han generalizado los dispositivos digitales ShGT, cuya característica distintiva es un dispositivo de lectura electrónico con un sensor y una pantalla para mostrar las lecturas. La energía es suministrada por la batería.


Tipos y modelos
Arriba, solo se nombraron las principales variedades de medidores de profundidad, con y sin nonio. Ahora consideraremos modificaciones especializadas, cada una de las cuales tiene sus propias características según el ámbito de aplicación. Además de los enumerados, se utiliza un medidor de profundidad indicador (con un indicador de cuadrante), indicado por la marca GI, así como GM, un medidor de profundidad micrométrico y una versión universal con inserciones de medición reemplazables.
Los tipos de estructuras y la elección de un modelo en particular dependen de los siguientes factores:
- en qué rango está el valor de la profundidad de la ranura (ranura, pozo), que debe medirse;
- ¿Cuáles son las dimensiones y la forma de su sección transversal?



Para profundidades poco profundas, cuya medición requiere una alta precisión (hasta 0,05 mm), se utilizan modelos del tipo ShG160-0-05. Para ranuras medianas, las opciones con un rango más amplio son mejores, por ejemplo, ShG-200 y ShG-250. De los modelos específicos de este tipo: Norgau 0-200 mm - margen de error de 0,01 mm para versiones electrónicas, hay nonio más económicos.
Al realizar trabajos de cerrajería y torneado relacionados con el procesamiento de ranuras y perforaciones de más de 25 cm, se utilizan medidores de profundidad ShG-400, que aún le permiten mantener la precisión en centésimas de milímetro. Para ranuras de 950 mm y más, también existen estándares para medidores de profundidad con un amplio rango de medición, sin embargo, GOST en este caso permite un límite de error de hasta una décima de milímetro.
Si esto no es suficiente, es mejor utilizar instrumentos micrométricos.

Las características específicas de los modelos de profundímetro a las que debe prestar atención al comprar son la forma del extremo de la varilla. Dependiendo de si desea medir tanto la profundidad como el grosor de una ranura o de orificios estrechos, es posible que desee considerar modelos con un extremo de gancho o con una aguja de medición. La protección IP 67 garantiza la resistencia al agua del instrumento, lo que es principalmente importante para los modelos con electrónica.
Si necesita un instrumento digital que sea más conveniente que un vernier, puede elegir entre varios fabricantes nacionales y extranjeros. Por ejemplo, la conocida empresa Carl Mahr (Alemania), su gama de modelos Micromahr ha demostrado su eficacia con modificaciones de MarCal 30 EWR con salida de datos, MarCal 30 ER, MarCal 30 EWN con un gancho. Otra popular marca alemana, Holex, también suministra sus productos a Rusia. De las marcas nacionales, CHIZ (Chelyabinsk) y KRIN (Kirov) son bien conocidas.



¿Para qué medidas se utilizan?
Como se desprende de lo anterior, el propósito del medidor de profundidad es medir la profundidad de los elementos de las piezas insertando el extremo de la varilla en la ranura o ranura. Es necesario que el extremo de la varilla entre fácilmente en el área bajo estudio y encaje perfectamente contra la superficie de la pieza. Por lo tanto, las varillas están hechas de una aleación de mayor dureza, y para ranuras complejas y pozos estrechos, se utilizan insertos especiales (agujas de medición y ganchos) de los mismos materiales.
Esta herramienta se utiliza en los casos en que se requiere obtener el tamaño exacto, y el uso de un calibre o micrómetro es imposible debido a las características específicas de la forma de la pieza. Al mismo tiempo, es importante comprender cómo funciona el dispositivo y monitorear la efectividad de su uso. Hay una prueba simple de precisión: tome varias medidas seguidas y compare los resultados.

Si la diferencia es varias veces mayor que el límite de error permitido, entonces se cometió un error durante las mediciones o el dispositivo estaba defectuoso. Para la calibración, debe seguir los pasos descritos en la metodología de verificación aprobada por GOST.
- Prepare el instrumento para la calibración lavándolo para eliminar el polvo y la suciedad con detergente.
- Asegúrese de que externamente cumpla con los requisitos de la norma, las piezas y la báscula no estén dañadas.
- Compruebe si el marco se mueve libremente.
- Determine si las características metrológicas son consistentes con el estándar. En primer lugar, se trata del límite, el error, el rango de medición y la longitud del voladizo de la pluma. Todo esto se verifica con la ayuda de otro dispositivo de trabajo conocido y una regla.

Aunque para los medidores de profundidad mecánicos según GOST, se declara un límite de error de hasta centésimas de milímetro, si necesita precisión garantizada, se recomienda utilizar un medidor de profundidad con un dispositivo de lectura de tipo digital.
Con un instrumento barato, aún puede encontrar imprecisiones al medir; entonces es mejor aplicar el método descrito anteriormente, y el resultado final es considerar el promedio aritmético de todos los valores obtenidos.

¿Cómo utilizar?
El principio de medición incluye varias pautas prácticas que deben aplicarse para obtener resultados precisos. Al medir, fije el marco con un perno, que está diseñado para que no se mueva accidentalmente. No utilice herramientas con varilla o vernier dañados (en el caso de dispositivos digitales, puede haber fallas más complejas) o con una marca cero rota. Tenga en cuenta la expansión térmica de las piezas (lo mejor es tomar medidas a una temperatura cercana a los 20 C).
Al medir con un medidor de profundidad mecánico, recuerde el valor de división. Para la mayoría de los modelos, es de 0,5 o 1 mm para la escala principal y de 0,1 o 0,5 mm para el nonio. El principio general es que el número de la división del nonio, que coincide con la marca de la escala principal, debe multiplicarse por su precio de división y luego sumarse a la parte total del valor deseado.
Es mucho más fácil trabajar con dispositivos SHGT digitales. Puede leer el resultado en la pantalla. Calibrarlos tampoco es un procedimiento complicado, simplemente presione el botón que pone la balanza digital a cero.


Existen varias reglas para el uso y almacenamiento de dispositivos para evitar su falla prematura:
- la entrada de polvo y partículas sólidas entre el marco y la varilla puede hacer que se atasque, por lo tanto, mantenga el instrumento en el estuche;
- la vida útil de los dispositivos mecánicos es más larga que la de los digitales, y estos últimos requieren un manejo más cuidadoso;
- la computadora de lectura y la pantalla no deben ser sometidas a golpes ni a golpes;
- para un funcionamiento adecuado, estos componentes deben alimentarse con una batería con un nivel de carga normal y / o con una fuente de alimentación que funcione.
En el siguiente video, encontrará una descripción general del medidor de profundidad ShGTs-150.










El comentario se envió con éxito.